設計・調達担当者のための発注ミニ知識
資材担当や設計開発者様向けに、受託製造業について役立つ情報をまとめてみました。
- 001 受託製造業の今 - 急激に減る町工場
 TOKYO精密機械部品では、様々な中小製造業、いわゆる町工場をネットワークしています。そして、町工場同士が対等な立場でクラスターとして結集し、ハブ企業を通じて顧客と対等なパートナーシップを気づいていく事が必須であると考えます。まずは私たち受託製造業について知っていただければと思います。
TOKYO精密機械部品では、様々な中小製造業、いわゆる町工場をネットワークしています。そして、町工場同士が対等な立場でクラスターとして結集し、ハブ企業を通じて顧客と対等なパートナーシップを気づいていく事が必須であると考えます。まずは私たち受託製造業について知っていただければと思います。 - 002 製造のコスト構造 - 製造費用の基本的な計算方法私たち受託製造業のコスト構造について解説します。製造業以外の付加価値についての考え方にも通じますが、製造コストは材料費+加工賃です。加工賃が製造の付加価値となります。加工賃は加工工数x時間チャージとなります。時間チャージを適正にし、加工工数を短縮して、品質を高く保つことが受託製造業の使命と言えます。
- 003 町工場の事業スタイル - 受発注のポイント町工場のビジネスはまさに一期一会です。その都度様々な依頼が入ったり、納品が完了して終わったりと絶えず流動的な状態です。同じ仕事でも、タイミングが良ければ低コスト短納期で加工してくれたり、まったく受け付けてくれなかったりと、対応もまちまちです。そんな受託製造業のビジネス観をまずは是非知って下さい。
- 004 仕事の値段 - 日本の低い生産性と給与水準日本の受託製造業の変化をとらえ、付加価値を高めるための強みに変えられるような情報を共有していきます。まずは、仕事の価値について考えてみましょう。日本人の仕事はどれだけの価値を生み出し、世界的に見ればどの程度の水準なのでしょうか。
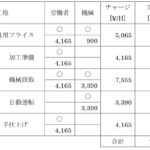
- 005 自働化と人の仕事の付加価値 - 受託費用の計算例日本の受託製造業について、コスト構造をブレイクダウンした後に、実際のモデルケースで加工費の資産をしてみます。私たち製造業のコスト計算の方法を見直す一つの事例としてご覧いただければ幸いです。
- 006 急激なコストアップは何故? - 物価と事業承継日本の受託製造業について、値付け感に見るビジネスの成立性を考えていきます。今回は、長年続く受託製造業務の物価との関係について取り上げてみます。昔ながらの仕事を、他者に転注しようとしたときに価格が数倍に跳ね上がる経験をしたことはないでしょうか?発注側、受託側共に、正しい値付け感について考えるご参考になれば幸いです。
- 007 町工場の変化と生産性 - 小規模事業者の淘汰日本の受託製造業について、値付け感に見るビジネスの成立性を考えていきます。今回は、長年続く受託製造業務の物価との関係について取り上げてみます。昔ながらの仕事を、他者に転注しようとしたときに価格が数倍に跳ね上がる経験をしたことはないでしょうか?発注側、受託側共に、正しい値付け感について考えるご参考になれば幸いです。
- 008 取引関係再構築のポイントとは? - 対等な取引と信頼コスト日本の受託製造業についての、受託側の変化について解説します。従来のように単に一方的に仕事を安価で受けるだけの下請け企業と、代替わりも済んで積極的に付加価値を高めている高成長企業に2極化が進んでいます。この変化をいち早く見抜ければ、国内で高品質な部品を調達するためのヒントが見つかるかもしれません。
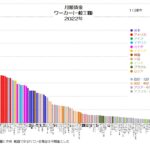
- 009 新興国との賃金差はどれくらい? - 絶妙な日本の立ち位置日本の受託製造業について、新興国との関係を考えてみます。中国や東南アジアなど、特に大量生産品の仕事は新興国に流れて行ってしまいました。国内事業者は国内で残されたパイを奪い合う構図となり、互いに値段を下げ合って疲弊しています。一方、日本のワーカーは決して高いわけではなく、更に職級が高くなるほど割安です。
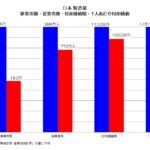
- 010 淘汰される町工場 - 小規模事業者の激減する製造業日本の製造業は全体として縮小していますが生産性は向上しています。その中身を見ると、小規模事業者の淘汰によるものだということがわかります。現在生き残っているサプライヤーとの将来を見据えた新しい関係構築が必要です。
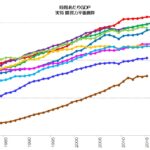
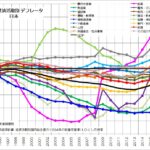
- 011 「安くて良いもの」は正しい!? - 下がり続ける製造業の物価日本の製造業は特に物価が減少し停滞しているという特徴があります。その中でも、半導体関連産業や情報通信産業など特有の事情もあるようです。
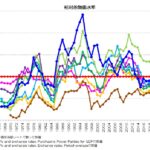
- 012 「高い国」ではなくなった日本 - 国際的な物価水準かつて日本はスイスを抜き先進国でも極端に高い物価水準に達し、製造業の海外移転の大きな動機になったと言われます。その後国内物価の停滞が続いたことで、物価水準も他国並みに落ち着いてきたため、もはやかつてのような高い国ではなくなっているようです。
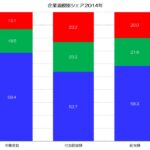
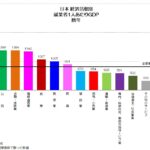
- 013 製造業の労働生産性 - 産業別に見た製造業の立ち位置日本の経済活動別の生産性について可視化してみます。製造業は労働者数も多く、比較的生産性の高い産業ですが労働者数が減っています。逆に比較的生産性の低い業務支援的・公共的産業の労働者数が増えています。
- 014 製造業の労働生産性 - 国際比較による日本の立ち位置製造業の生産性について国際比較をした結果をご紹介します。日本の製造業は他の産業と比較すると生産性が高いですが、国際比較してみると先進国の中ではまだまだ低い水準であることがわかります。優秀な製造能力を、付加価値へとうまく転換できていない事がよくわかります。